
纱线是什么
纱线包含纱和线,是纱线的统称。
纱线是纤维集合体的一种形式,具有细长而柔软的特性。
纱与线的区别
纱是束状纤维经加捻制成的;
线是有两股及以上的纱经加捻制成的。
纱线的分类
1、按粗细度分类
| 号数制分类 | 英制分类 | ||
| 特细号纱 | 10tex用以下 | 特高支 | 60英支及以上 |
| 细号纱 | 11-20 tex | 细支 | 58-29英支 |
| 中号纱 | 21-30 tex | 中支 | 28-19英支 |
| 粗号纱 | 32 tex及以上 | 粗支 | 18英支及以下 |
2、按用途分类
机织用纱:经纱、纬纱、起绒纱、装饰用纱。
针织用纱:纬编用纱、经编用纱、起绒纱、装饰用纱、毛巾用纱、缝纫线用纱、绣花线用纱,民用线用纱、特种纱线、功能性纱线。
3、按纤维种类分
纯纺用纱:棉纱、麻纱、短纤维、长丝纱线、毛纱、绢纺纱、混纺纱。
4、按纺纱制度分
普梳纱、精梳纱、粗纺纱、精纺纱等。
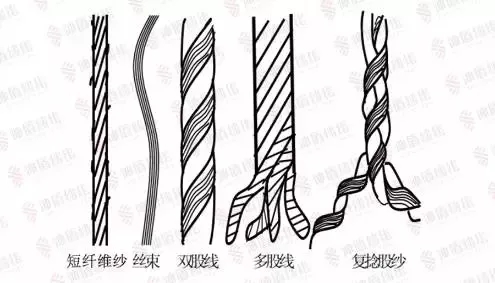
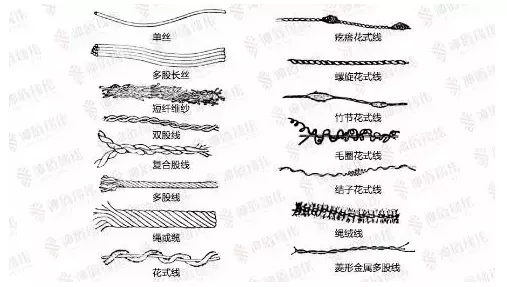
5、按外形和结构分
单纱、股线、单丝、复丝、膨体纱、变形纱、包芯纱、花式纱线、竹节纱、无捻纱、包缠纱等。
6、按纺纱方法分
环锭纱:普通环锭纱、紧密纺纱、赛络纺纱。
自由端纺纱:气流纺纱、喷气纺纱、尘笼纺、静电纺、自捻纺纱、复合纺纱等等。
纺纱工艺过程及作用
一、配棉的目的
1、满足纱线质量的要求。
2、保持生产相对稳定。
3、充分利用各种原料的特性。二、混棉方法
1、人工混棉
棉堆混棉:约0.5吨/堆 (目前已淘汰)2、棉包混棉
回转式抓棉,约2吨/盘
往复式抓棉
3、棉条混棉
三、开清棉及作用
1、开:开松,将压紧成块状的纤维原料松解成较小的块状或束状纤维(几毫克至几十毫克/块)。
2、清:清除纤维原料中较大的杂质和疵点(约60%左右)。
3、混:混合,将不同规格,性能的纤维进行初步的混合。
4、均匀:制成具有一定均匀度的适合下工序加工要求的半制品(纤维卷或纤维流)。
*纤维卷长度在34.2~43.2m之间,重量16~20kg。
纤维卷干定量:
粗号纱 420~450g/m 中号纱 390~420g/m
细号纱 360~390g/m 特细号纱 320~360g/m
四:梳棉及作用
1、梳:梳理,对上工序转来的纤维块或束进行细致梳理,使其成为单纤维状态。
2、除杂:通过梳理进一步除去纤维中的细小杂质及疵点。
3、混合:使纤维之间充分混合。
4、成条:使纤维集拢而呈条状,称为生条,并有规则地圈放在条筒内,便于下工序加工。
生条的干定量:
32tex以上纱 22~28g/5m 20~30tex 19~26g/5m
12~19tex 16~24g/5m 11tex以下 16~22g/5m
五:精梳及作用
1、精梳:精细梳理,对梳棉的生条制成的条卷进行精细的梳理,使纤维进一步伸直、平行、分离(纤维的平行伸直度可由生条的50%提高到90%左右)
2、排除:定长度以下的短纤维(16.5mm以下),排除率约为45%左右,提高纤维的整齐度。
3、除杂:清除纤维间包含的棉结、杂质。
4、制成条干均匀的、一定重量的精梳条。
5、按一定规律将精梳条圈入条筒内,以利于下道工序加工。
精梳条干定量:
特细号纱:10.5~14g/5m
细号中号纱:13.5—15.5g/5m
T/C纱:18.5—21g/5m
六、并条及作用